In modern industrial processing, maintaining a clean and compliant workspace is no longer just a regulatory requirement—it is a cornerstone of operational efficiency. A high-performance dust collector system does more than clear the air; it protects downstream equipment, ensures product purity, and reduces energy consumption. However, achieving peak performance requires a deep understanding of the synergy between the system’s core components.
The Five Pillars of a High-Performance Dust Collection System
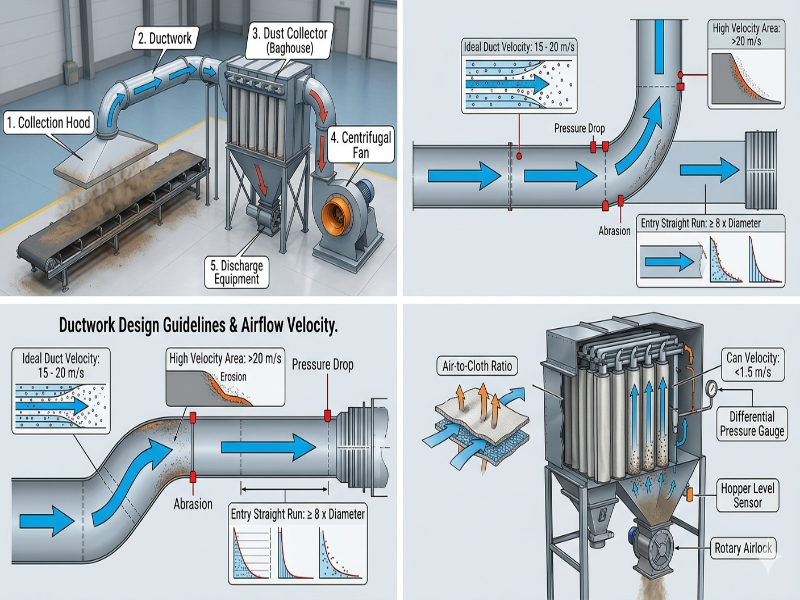
An effective dust collection system is a chain where every link must be precisely engineered. To avoid common pitfalls like suction loss or premature filter failure, engineers must focus on these five essential segments:
Collection Hoods: The critical interface for pollutant capture.
Ductwork: The “highway” for material transport.
Dust Collector: The filtration and separation engine.
The Fan: The prime mover providing the necessary static pressure.
Discharge Equipment: The final stage for material removal.
Component Optimization and Technical Guidelines
Precision Capture at the Source: Collection Hoods
The efficiency of a dust collector begins at the hood. The primary goal is to establish an ideal capture velocity—the air speed required to overcome terminal velocity and pull contaminants into the system.
- Design Integrity: Hoods should be as enclosed as possible to minimize the intake of ambient air.
- System Balance: The installation of blast gates is vital to achieve system balance, ensuring that air volumes are distributed correctly across multiple pickup points.
Ductwork: Managing Velocity and Wear
The ductwork design determines whether dust reaches the filter or settles in the pipes. Maintaining the correct air velocity is the most critical factor in preventng system failure.
| Parameter |
Recommended Range |
Impact of Deviation |
| Ideal Duct Velocity |
15 - 20 m/s |
<15 m/s: Dust fallout and pipe blockages. |
| High-Speed Limit |
>20 m/s |
>20 m/s: Excessive abrasion and energy loss. |
| Entry Straight Run |
$\geq$ 8 x Diameter |
Improved air distribution and filter longevity. |
The Filtration Core: Dust Collector Internal Dynamics
Within the industrial dust collectors, two metrics dictate the life cycle of the media: air-to-cloth ratio and can velocity.
- Air-to-Cloth Ratio: This reflects the volume of air passing through a given area of filter media. A ratio too high forces dust deep into the fabric, leading to irreversible blinding.
- Can Velocity: This is the upward air velocity between the filter bags. To allow heavy particles to fall into the hopper, the velocity should generally remain below 1.5 m/s. If this is exceeded, dust remains suspended, causing a spike in differential pressure.
The Fan: Calibrating the System “Engine”
The fan must be sized to overcome the cumulative static pressure of the hoods, ducts, and the maximum resistance of the filters. An undersized fan cannot maintain the required capture velocity, leading to dust escape at the workstation.
Material Discharge and Air Sealing
The hopper is designed for temporary storage, not long-term accumulation. Hopper levels must be monitored constantly. Furthermore, the use of a high-quality rotary airlock is mandatory to prevent air from bypassing the system, which would otherwise disrupt the internal pressure and cause dust re-entrainment.
Expert Integration: Anhui Tiankang Environmental Technology Co., Ltd
For enterprises seeking an engineering turnkey project, Anhui Tiankang Environmental Technology Co., Ltd stands as a premier high-tech authority in environmental governance. We specialize in the complete lifecycle of environmental engineering, from R&D and program design to facilities operation and pollution control.
Our comprehensive portfolio supports diverse sectors including steel, foundry, pharmaceuticals, glass, and cement. We provide tailored solutions across several key technological fronts:
- Advanced Bag Filter Systems: Covering all stages from raw material batching to sintering and smelting.
- Complex Flue Gas Treatment: Including desulfurization, denitrification, and specialized heat exchangers.
- VOC Governance: Utilizing RTO, zeolite rotor adsorption, and catalytic combustion technologies.
- Customized Engineering Accessories: From electric furnace fully enclosed hoods and mobile ventilation slots to high-durability bags and keels.
By integrating “Tiankang” expertise, plants transition from reactive maintenance to a state of optimized, continuous compliance.
Frequently Asked Questions (FAQ)
Q: What is the ideal duct velocity for dust collection?
A: For most industrial dust, the ideal velocity is between 15 and 20 m/s. This range is high enough to keep particles suspended but low enough to prevent premature duct wear.
Q: Why is my dust collector experiencing high differential pressure?
A: This is often caused by an excessive air-to-cloth ratio, moisture in the air stream, or high can velocity preventing dust from dropping into the hopper. Consistent monitoring of the cleaning cycle is required.
Q: How do I know if my collection hood is functioning efficiently?
A: An efficient hood should have a capture velocity that effectively controls dusting without pulling excessive raw materials into the system. Proper enclosure and the use of blast gates for balancing are key indicators of a good setup.
Final Engineering Note: To ensure your dust collector performs efficiently, do not settle for a quick fix in one area. Investigate all five components to properly evaluate your system’s condition and ensure long-term stability.


 English
English Français
Français عربى
عربى 简体中文
简体中文











